![]()

Union Pacific 'Challenger' Project Update |
![]()
.jpg)
All information and images protected, Copyright © 1997- 2023 Kohs & Company Inc, All Rights Reserved |
|
Availability: This project sold out long ago. If you are interested in acquiring one of my UP Challenger models, please make a direct inquiry using my contact information so I can notify you should a model become available for purchase. Also, be sure to check out the Roundhouse page for a listing of available Kohs & Company produced models.
Original Price: $5,500.00USD Versions Produced: 8 Production Quantity: 100
9/17/14 - I recently had an inquiry about painting details on our standard black paint scheme Union Pacific version models; the question was related to the proper color for the sheet metal surround that shields the smoke stack area of the locomotive. As the photos of our models show, we painted that area of the model black, the question was if that area should actually have been painted the lighter graphite color. When the 1:1 scale Challengers were built the stack cowl was painted the light graphite color, the same as the smokebox. Shortly after entering active service the cowl was repainted black, the same color as the boiler lagging, this was a universal change. I reviewed hundreds of photos during the development of the model and it was readily evident that this change took place early in their service life. There is no known documentation that I have seen, but the speculation is that the color change was made since the light color could not be kept clean and always looked dirty as a result of the exhaust. This seems to make sense considering how the upper areas of the two-tone gray paint scheme that typically collected exhaust 'dirt' were also painted black. 2/01/14 - The shipping of models continues and I have again started shipping models overseas. I was aware that there was a back up in the international system so I had been holding off with the foreign orders, but it seems that all is back to normal following the holiday season. Completion of the shipping effort is the primary focus of activity at this point! Everyone's great patience has been sincerely appreciated. Most importantly, everyone to date has felt that the wait has been well worth it based on the quality of the models received. I have had numerous requests to post more detail photos of the various versions of our Challengers and I do intend to do that when time allows. Owners that have received multiple models have been pretty amazed by the significant detail differences between versions of this project and I plan to highlight that in the photos. 1/06/14 - Just a brief message to advise that the balance of Challenger deliveries will commence today. There was a brief pause during the Christmas shipping crush to avoid potential disasters. The remainder should go quickly since much of the required paperwork was prepared during the pause in order to be ready once I received an all-clear from UPS about their system. 12/11/13 - The shipping effort continues and is getting faster. As I believe was mentioned previously, the model shipment from Korea was split into two shipments for several reasons and that has worked out well except that the second shipment had been delayed primarily due to the pre-holiday commercial shipping traffic. This import delay has delayed the delivery to some anxious owners, but I am working through this setback as quickly as possible. We have a greater percentage of this production going to overseas customer than ever before and the time required to prepare the export paperwork requires nearly as much time as the model preparation. Thankfully, there has been only one model slightly damaged in shipping early on in the process and the packaging has been continually modified based on the feedback from owners that have received their models. As we have always done, the models are being over-packed trying to make certain that there is no disappointment when the models arrive. The feedback from those that have received models thus far has been extremely positive which is very gratifying. Back to shipping!!!! 11/06/13 - Just a brief update regarding the performance of our Challengers. As I explained some time ago, all of the models were rail tested in Korea using 65" radius curves and equivalent turnouts. While again rail testing each model in my shop, I have been using 60" radius curves, including 'S' curves. While I would recommend using the largest radius curves that can be fit into your layout for optimum performance of all your equipment, our Challengers are performing beyond our greatest expectations in this regard. The testing and packing continues!! 10/22/13 - After only two showings of our Challenger models in recent shows, the interest and demand for the models continues to intensify. Between owners seeking a second or third model and new inquiries, the level of demand is unprecedented, with many individuals encouraging me to do another production run of models. Although the suggestion is flattering to say the least, that is not something that I would ever do, the policy has been since day one and will remain that once a quantity is announced, that is it regardless of demand. The effort to get the completed models delivered to their new owners continues with many interruptions. As noted on the General News Update page, my availability by phone is now being limited in an effort to speed up the inspection, testing and packing of models. Every model is being visually inspected, and thoroughly tested again, for the fourth time since completion. The packing and preparation of paperwork alone is a daunting task, but I am trying to get through it all as quickly as possible without cutting corners. If you are waiting on a model or two or three, please be patient, I am working as fast as possible to deliver models that will be sure to satisfy! 10/2/13 - The basic production photos for the fourth and final version have been added to the project site. As time allows, the photos of the unique version detailing will be added, they will help to explain or illustrate the level of complexity that was involved in our Challenger production. My main focus at this point is the reinspection, testing, packing and shipping of models to their new orders. 9/16/13 - The delivery process is picking up speed and I am now making good progress with a very time consuming process. Each model is being unpacked, inspected and again track tested prior to being repacked and then prepared for shipping. I have added photos for three more model versions and only have one left to do. I will be adding more detail photos the highlight the differences between versions, but that effort has taken a back seat to the shipping process for obvious reasons. For anyone attending the Indianapolis O Scale Meet this coming weekend (9/20-21), I will be displaying several Challenger versions at the show. 9/04/13 - Good news for paid up reservation holders, the first Challenger models have cleared customs. Shipping will start immediately following picking the shipment up from the airlines! Photos of the remaining four versions not already posted will be completed in the next day or two, so all production versions will be represented. 8/28/13 - A further update for everyone anxiously awaiting their Challenger model, the first shipment is stateside and awaiting customs clearance. As soon as the models are released the shipping process to customers will begin. I expect to deliver a number of models to the O scale show in Indianapolis next month (September) by request. I will continue to update as the process moves ahead so everyone will have an idea of how quickly I am able to process the orders. Stay tuned!! 8/04/13 - Just a brief update to advise reservation holders that the Challengers are in transit to my shop and I am awaiting an ETA from the airlines. I will continue to post additional photos of the production models as time allows following my return from my second trip to Korea in a matter of two weeks. Eventually there will be more detail photos and photos of each version so that more of the detail variations can be highlighted. 7/23/13 - If you have been following this project you may have figured out that it has been completed! The last couple of weeks have been extremely busy, so I'm just now posting the update to make it official. Actually, the photos below make the completion official, this was a party thrown for the primary people responsible for the completion of the project. You will probably recognize many of the people from the numerous photos that I have been posting of the different phases of the development and production. There is no finer group of craftspeople and technicians in the brass modeling world and beyond their abilities, they are great and fun people! You have also noticed that I have begun posting photos of the production models, there are more coming as time allows and all versions will be represented. If you have not seen the first photos, check them out beginning Here. I feel that the photos speak for themselves, but needless to say, all involved are very proud of our effort. The focus now is on getting the models to my shop and there will be an update regarding that progress shortly. Stay tuned!
7/07/13 - One additional photo that was missed in the last update. A large portion of the production captured in this shot lined up and waiting for final inspection. The test track is to the left on the raised benchwork that runs the length and width of the shop. The models are all run multiple times b the production team and then again during my final inspection. Every aspect of operation is tested once the visual appearance portion of the inspection has been completed. Photos from the final inspection process will be posted when time allows.
6/28/13 - An interesting fact about this project came to light while discussing with Mr. Lee the exhausting effort required to complete the production. We have often been asked how many parts are required to assemble one of our models and/or how long it take to assemble a model. We long ago determined that the effort required to answer either of these questions for any of our projects would require more time than it was worth, not to mention that if Mr. Lee ever heard the answer, it wouldn't be good for our pricing! Here's an idea of the parts count for one aspect of the Challenger project. Since all of the leaf springs on both the loco and tender are actually fabricated assemblies and not castings, this project required 34,000 individual leafs that had to be manually put together into spring assemblies for the drivers, lead truck, trailing truck and tender. With the Challenger production now complete, I want to provide the final installment of the production photo narrative in preparation for posting the first photos of the finished production models. There are some photos of the inspection process that will be posted, but the actual production process has been completed. The photos posted below are from the same time period as the most recently posted two video clips that are available for viewing on the Video Clip page. The still photos show the preparation of the test sample and the planning that had to be done to undertake the final assembly of the mass production. Our Challenger is by far the most complicated and complex model that we have developed and built to date and Mr. Lee said that he has never seen a more detailed and intricate model in his long career. Repeated assembly and disassembly was the matter of course for the sample in the photos, each time trying to determine the best way to not only approach the assembly, but also to determine the final mechanical adjustments that would be required to ensure the smooth operation once the models arrive at their owner's layouts.
In the photo below, the production managers, including Mr. Lee are involved in the evaluation and planning. The three gentlemen on the right (Mr. Lee is is second from the left) have been working at S.J. Models since my first visit to the factory more than twenty years ago. Experience and dedication are what makes our models possible.
A closer look at the process being evaluated, in this case it's the fitting of the rear engine into the boiler. This is always a difficult process since we try to leave as much of the boiler structure in place as possible so that the drive mechanism is hidden as much as possible. This has been one of the trademark features of our designs and it is further complicate by the fact that we always use independent mechanisms for front and rear engines on our articulated models.
Sometimes two hands are not enough!
Just a little teaser about the version #5 passenger paint scheme. The paint work that was done on this model is without a doubt the finest I have ever seen on any model regardless of scale. The black outlining on the lettering and silver-gray stripes is a mere .005" in width and the application was flawless. There was a true sense of accomplishment when I saw these models for the first time since I personally designed all of the graphics for this project. We have never used any stock or pre-done graphics on our projects, we have always used uniquely done designs to ensure maximum fidelity to the original prototypes. This is the first time that this paint scheme has ever been correctly done on a production or limited-production model.
Once the assembly details were worked out, the mass assembly was accomplished. In the photo below, the assembled models await further testing and final inspection. The tape you see applied in several locations on each model is to protect the vulnerable painted surfaces during the handling of the models.
The tenders were being assembled by another crew of technicians at the same time as the locomotives. Even the tenders are not any easy job to manage due to all of the detail included on the underside of the tender body. Ultimately, each tender was assigned to a particular locomotive and the pair was tested together and will be packaged and shipped together to make certain that pair perform as expected with no surprises. As I have often explained, since these model are hand built, each and every model has it's own unique character and matching the locos and tenders takes that into account.
6/03/13 - The production and final inspection will be completed in two weeks. Some new photos and a couple of video clips will be posted as soon as I can get them processed. Following this most recent Korea visit, I can say that the model far surpass my greatest expectations both in appearance and performance. More information will follow shortly. Many thanks to those of you that have made your final payments, you are definitely in line to receive your models as quickly as possible! 5/20/13 - I left off last month in my photo narrative documenting the development and production of the Challenger with the assembly of the boilers. As we are quickly headed to final inspection, I need to provide some final details regarding the production to close out the production narrative prior to presenting the photos of the completed models. With many of the previous photos shown, the importance of testing the fit and finish as well as the function of moving parts was discussed. Subsequent to the completion of the painting process, that all had to be done again. With the application of paint, the tolerances for fit and function can change drastically so new samples are again assembled and tested prior to moving forward with the production. Shown below are two new painted samples that were tested in preparation for the final assembly.
Shown below are the nearly complete front engine assemblies that followed the testing process with the new samples. During the testing a list of critical aspects to be monitored during the assembly was created and followed to assure that the production quantity of models would perform in the same manner as the approved samples.
With their pilot assemblies now installed, the completed front engines were placed in storage racks that could be enclosed with plastic covers to keep the model components clean while awaiting the further assembly process.
Much the same as the front engines, the rear engines were assembled in mass following the testing guidelines. In the rack below you can see the rear engines with their lower portion assembled and tested, this includes the valve-gear mechanism.
With the lower portion of the rear engine assembled and functioning correctly, the upper portion of the drive mechanism had to be installed, this included the twin custom-built Pittman motors that independently power the front and rear engines as well as the servo motor used to operate the reverse-gear mechanism. It was critical to make certain that the valve-gear functioned smoothly prior to adding the power elements so that there would be no undue wear and tear as a result of the Pittman motors. The motors generate more than enough torque to power through slight binds in the mechanism, but that leads ultimately to premature component failure in the end.
With the drive mechanisms complete, the rear engines were loaded into the storage rack for safe keeping. In the photo below you can see the plastic cover that encloses the rack once it's fully loaded.
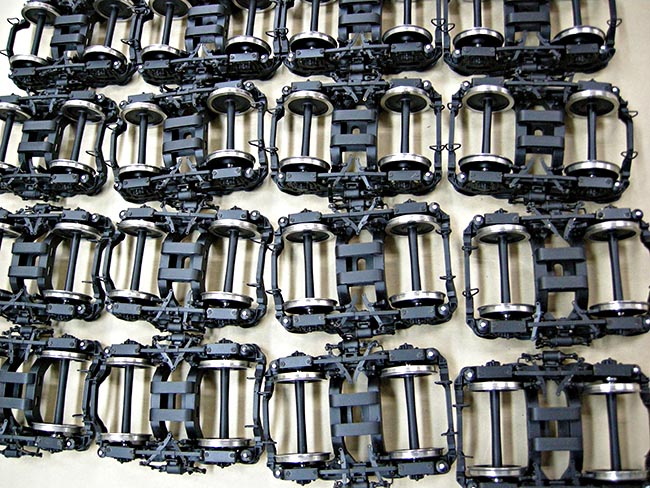
As described in discussing previous production processes, each step in the production does not happen in isolation. While front and rear engines are being assembled, lead and trailing trucks have to be completed and tested. The trailing trucks below have equalizer 'arms' extending from the front of the trucks that engage the suspension of the locomotive drives so that not only are the drivers equalized on our Challenger, the lead and trailing trucks are as well. The trailing truck suspension is controlled by the 'equalizer arms'.
Just as with the locomotives, the tenders needed to be test assembled following painting to ensure proper functioning of the equalized suspension. In the photo below you can see just how complex the underside of our 25-C tenders really are.
Following the successful completion of the testing steps, the tender bottoms were completed in mass and prepared for the final assembly of the tenders.
The tender lead trucks were completed in a separate step and since they have functioning suspension, they too required testing. Extra close attention had to be paid to the wheel gauging since were used scale wheelsets on our Challenger.
In the photo below you can see a variety of tender tanks awaiting the final steps in finishing the application of the graphics used on the various versions. You can see some UP tanks as well as tanks for the Rio Grande L-97 and Clinchfield E-3 models.
Once the boilers were painted, all of the wiring, electronics and lighting had to be installed. In addition, even the boilers required test fitting of all the hatches, compartment doors and window sashes to make sure they functioned as intended. This is also an opportunity for additional sets of eyes to inspect the paint work.
Once the installation work and inspection was completed on the boilers, they were lined up in anticipation of the final assembly beginning. The order in which parts of the model are processed is done to minimize the amount of handling required in an effort to avoid potential damage, that is why the boilers are the last process prior to beginning the final assembly.
Finally, the final assembly was underway! In future updates the final inspection process will be highlighted and I'll show some new video of the test running that each and every model has to undergo. I hope that this production narrative has provided cause for a greater level of respect for the work that my Korean counterparts have done in the past and will be doing with my future projects. Their commitment is second to none and I value the efforts of each and every worker. Photos of the completed models will appear on dedicated pages once I have the opportunity to photograph them in my shop. I have to thank Mr. Lee for his extra effort in providing production photos during the times that I could not be present in Korea, this is extra work that he did not have to do and it is greatly appreciated by me and based on the feedback that I have received, a great number of other interested modelers.
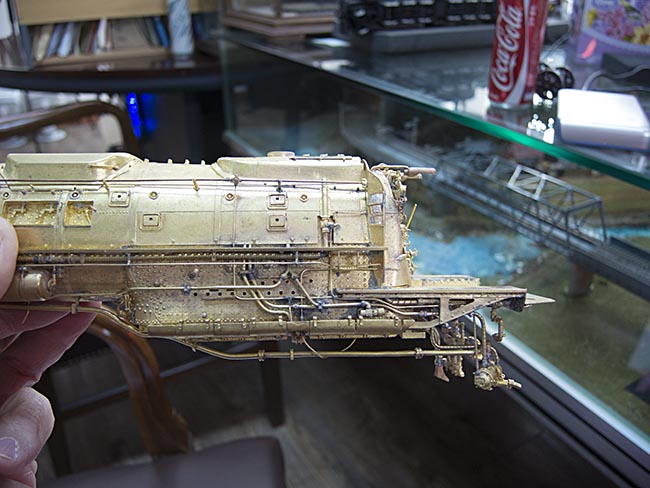
4/22/13 - Having just attended the TCA show in York, Pennsylvania, I had the opportunity to speak with several reservation holders for the Challenger project. There seemed to be some confusion regarding the notices that were sent out earlier in the month. The letters dated April 1 were in fact meant to be the final notice and request for final payment. As I have always done, the notice were sent out approximately thirty days prior to the project completion in order to give reservation holders some time to organize their budget. Also, as I have always done with prior projects, the shipping of models will be done in the order that I receive the final payments, I believe that to be the fairest way to proceed. By popular request, the photo essay showing the Challenger construction will continue shortly and will conclude when the project is actually inspected and delivered. I have never had so many positive comments regarding any other postings on my site, people that I do not even know have been thanking me for the 'highly instructional' information that has been presented. Many modelers and even some importers have had many questions about how models are actually built in Korea and it seems that our photos have answered many of them. I do have to caution that the production arrangements at SJ Models under the direction of Mr. Lee are pretty unique which accounts for the end product. The basic processes and skills depicted are those required in some degree to build a brass locomotive model, but I can tell you for sure that the working conditions shown are the best and not typical. I have always tried to highlight the dedication of those involved with my projects and not keep them a secret. You'll always know who is building my models and where they are being built. In the coming months there will be a more formal record or presentation of the many varied aspects of brass model construction and I'll provide more details as they are developed. 4/03/13 - I have more photo updates to do for this project and the ones done so far have been very well received by thousands of visitors around the world. Just a brief update today to advise reservation holders that we are on track for completing this project by the end of the month. With that in mind, I am preparing the final notices and will be sending them out as quickly as I can get them processed so that I can begin to get the shipping qued up based on when payments are received. After all this time, the last thing I want is to have models sitting here in my shop waiting on payments, I well understand how anxious everyone one is, even those that do not have a model ordered! Further update information will be posted very soon along with more photos. Check back soon. 2/21/13 - Another visit to Korea is complete and there is great progress to report with our Challenger project. The estimate now for the project completion is approximately two months or less and I can't wait! It's been a long haul, but the results will speak for them self. During this visit the painting process was inspected and testing of the production mechanism components was completed. Once I get caught up on things that piled up during my absence, I'll be posting a couple of video clips of the rail testing. We were quite pleased with the results of the effort to incorporate scale wheelsets into this project and it has gone far better than we had ever hoped. A solid minimum operating radius tested out to be 65" which is awfully good for a large full scale articulated locomotive. We were able to run that radius at scale speeds from approximately 1.5mph up to 110mph without a single issue. Testing through multiple turnouts was also completed without any issue related to wheel profiles or gauging. To answer the question right up front that I know NMRA centric modelers will ask, our gauging again does not conform to NMRA standards since there are no standards for standard O gauging using scale wheel profiles. Perhaps our critics that found fault with our previous Kohs 145 standards and ultimately pushed to have them adopted by the NMRA with do so again with our new scale standards. I have received a great deal of feedback about the photo series that has been posted on this update page and it will continue in the next couple of days with more information leading up to the completion of the project. Thank you to all that have taken the time to share your thoughts. I can tell you that these postings have seemingly been very popular, since starting this series we are logging record numbers of visitors to this site. 2/15/13 - The photo below further illustrates the complexity of assembling one of our Challengers. This is the first model that I have been involved with where the layering of detail was of critical concern. In order to make all of the detailing fit correctly on the model, it must be assembled in the correct order. In this photo there are six (6) layers of just piping detail on the firebox area, in addition, the lagging on the firebox area is also layered in a prototypical manner. The secondary air inlet slide plate is yet to be installed on the firebox after the painting process is completed. As has been previously mentioned, our Challenger started out to be a pretty straightforward project in terms of versions and details, but it has turned into the most detail critical per version project that we have done to date. Once there is an opportunity to compare versions and their related detailing, a greater understanding and appreciation for what Mr. Lee our builder has committed to with this project will be achieved. Added note (2/21/13): I should have also noted that there is additional piping detail that goes into place for the ask pan sprinkler system when the ash pans are installed and also for the continuous blow down system that extends from the turret area under the lagging all the way down to the drawbar area at the rear of the locomotive.
2/09/13 - I previously left off with the description of the boiler building process and the process of assembling all of the sub-assemblies necessary to build a complete model. You can see below a portion of the assembled basic boilers.
Below are some of the completed sub-assemblies that have been staged for the next phase of the process.
Our models have become so complex that a single model can not be built in one 'sitting', they require a well planned and coordinated effort to integrate all of the detailing that was researched and developed earlier in the project process.
With the various parts and assemblies at the ready, the next phase begins, adding all of the detail required for each complete model.
All of the same skilled workers that you saw completing the previous work will also be handling the next phase of the production. All of the workstations are reset with new supplies and in many cases new tools that are more suitable for the smaller detailed work.
Each worker is assigned a new set of responsibilities and provided the reference necessary to correctly assemble the details of each version that will work it's way down the length of the table. The versions are typically processed in groups to minimize the confusion.
Far from a 'sweat shop' type of environment that the model train building business in Korea has been equated with, the workers many of which I have come to know over a period of years, take great pride in their work. Certainly not all builders are equal or would be properly represented by the images that I am showing, some operations do have more of a sweat shop atmosphere, those operations are typically run by owners that undertake projects simply because they were the low bidder. That's why I have always suggested that if you as a buyer are interested in purchasing a brass model, it's just as important to ask who the builder is as it is to ask about the importer.
Each step in the detailing is accomplished by hand, there are no assembly 'machines' that some have envisioned. More often than not, the best tool for a specific purpose are the fingers of the worker.
I have often described during our previous projects the individual 'character' each model develops during the build, my purpose in sharing all of these photos is to hopefully instill an appreciation for the effort it takes and the results that are achieved.
Each and every part that is to be assembled requires a special 'touch' to make the fit of combined parts as esthetically pleasing as possible.
In this short series of photos above and below, the sander valve boxes are being fit to the inside of the boiler openings. With our Challenger even this process is complicated, there are different size boxes in different locations and which are covered by different types of hatch covers.
In the photo below, Mr. Kong is processing the air reservoir tanks that are to be mounted under the running boards. Close attention has to paid since there are two types of cylinders used based on specific model versions.
In the next two photos the reverse-gear cylinders are being soldered to their individual mounting brackets.
I have always been amazed by the precision achieved even in these very small assemblies using large soldering irons. I've had many questions over the years about the types of tools used and I can tell you that each worker usually has their favorite depending on the specific task at hand.
Even during the assembly process there is continuing inspections to make certain that each part that is used have been properly prepared before being permanently attached to the models.
Keep in mind that these workers have never seen the real prototype locomotive that they are building in miniature, they have to rely on the reference provided throughout the project. With that in mind you can understand the value of well prepared reference that provides a clear 'picture' of what they should be creating with their hands.
Over the years we've all heard the comments made about items made in Korea and back when I first started to visit Korea twenty odd years ago there may have been a small element of truth to the jokes about seeing made in Korea stamped on the bottom of inexpensive merchandise.
Times have certainly changed. From world-class electronics to automobiles with some of the highest consumer satisfaction ratings in the world, the dedication that I have personally experienced over the years has lead South Korea to a booming economy and left even the Japanese and Sony wondering what happened!
Whether applying the turret piping on the boiler above or soldering the edge beading on a smoke lifter below, these workers long ago earned my respect.
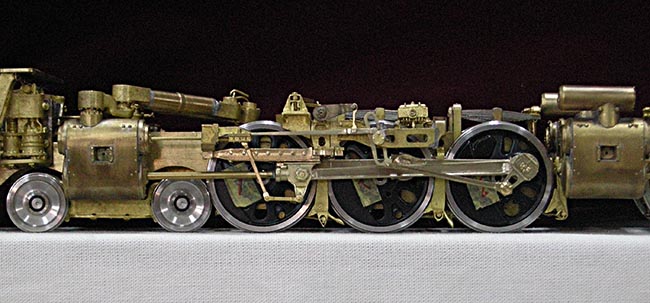
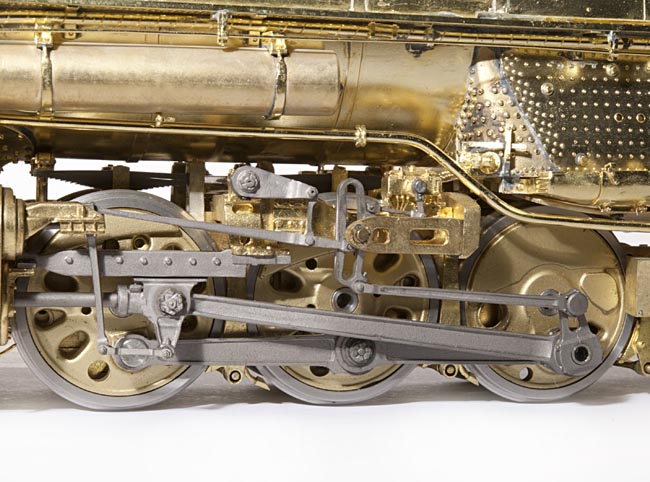
2/02/13 - As our production narrative continues; just as the sheet metal parts have to be built up in quantities appropriate for the production, all of the other components including the running gear need to be cast, formed, machined and surface finished in quantity. Our running gear is unique in the 'industry' in that it is not plated or otherwise enhanced with coatings of any type. What you see is what you get, the side rods for example are cast using German 'white brass', often referred to as 'German Silver'. Not only is the finished color representative of the machined hard-alloy steel that was used on the prototypes, it has the strength to resist twisting or bending which is a common problem with other imported models, particularly larger scales such as 'O' and gauge-one.
As the quantities are finished, periodic testing and fitting is done to make certain that there is a dimensional consistency. The rods are particularly important, because if there is any significant variance and the parts are used on a production model, you wind up with a model that will not run smoothly. One of the best tests for a quality assembly is to see how slowly a completed model will run, slow speeds will find any binding in the mechanism or rods very quickly. Our models are typically capable of operating at 2-3 scale miles per hour using a quality power supply that has a regulated output. The 'quartering' of he drivers is another key step or process in building a smooth running model, I'll detail that process in a future update.
You can see above and below the trial fitting being accomplished, Also note that there are no visible mechanical fasteners holding the side rods on the driver crank pins, they are as prototypical in appearance as possible. Notice the side rod stacking in the photo below and the level of detail achieved on the individual rods, including the lubrication points adjacent to the crank pins. You can also see the amount of relief in the driver center face, it is absolutely scale in dimension.
All of the parts that are created in quantity have to be test fit for appearance as well as function when the parts are not static in nature. Shown below is the late style pilot and coupler door assembly, in this view it is closed. To be faithful to the prototypes, we had to create two completely different assemblies, the later version actually has two doors, one on either side of the coupler hub.
In the photo below, you can see the late style coupler assembly in the open position, the coupler is not mounted in this photo, but you can see where it belongs. It's a very time consuming process to do these test fittings for all of the hundreds of parts that are used on each individual model. The tooling that is used for various parts often times needs to be 'tuned' up to maintain consistency and in some cases where very complicated parts are being made, the tooling has to be remade in total. Many times it is also necessary to create parts that are oversize and then hand fit them for each model. There is no fast way to create the type of model that we are always striving to deliver, we leave all of the shortcuts to the other builders/importers.
1/26/13 - The last segment of the production narrative left off with the production of mass-production quantities of each part required to complete the Challenger production. As this process was continued, a full set of sample models for each version were completed as guides for the assembly workers. You can see Mr. Kong in the foreground working on the samples, he has been a key employee ever since my first visit to Korea. In the background you see other workers working on the various sub-assemblies that are required for assembly into a complete model.
Below is a closer look at several of the samples that are in process by Mr. Kong. Although the brass components are discolored from the soldering heat being applied, you can see how cleanly the soldering work is being done, the has been a hallmark for S.J. models from the very beginning.
In the next photo you can see the basic boilers taking shape. The multiple sections that have been stamped from flat sheet brass and then rolled into their cylindrical shape are being joined together by soldering. Even at this stage there are different section types based on version, so it's very important that the correct sections are used at each stage to make certain that the overall assembly is correct and usable. You can well image the amount of wasted time there would be to use an incorrect section at an early stage and then have to take everything apart, clean all of the parts and then start over on one assembly. This is why doing many versions within a project can be such a problem, the complexity at each stage of production is greatly increased and the attention to every part being assembled is critical.
In this photo you can see a firebox sub-assembly being worked on. Again, with five different firebox configurations based on versions being built, not only do the technicians need to pay attention to each part, they have to be certain that they complete the correct number of each type of sub-assembly so that what is produced matches what has been ordered.
The photo below shows work being done on the sand domes. The Challenger domes have not only the removable hatch covers, they also have hinged hatch compartment doors which is what is being assembled at this stage.
Another of the unique features on Kohs models is the prototypically built running boards. The accepted practice even with larger scale models has been to solder the inside edge of the running boards directly to the boiler tubes and maybe include some of the larger bracket detail. Back when we started work on the N&W projects I challenged Mr. Lee to try using prototypical brackets under the running boards and then solder the brackets to the boilers leaving the appropriate opening between the boiler and the running boards. As he always has, Mr. Lee met the challenge and our running boards have been done in this manner ever since. The final photo in this segment shows the running board sub-assemblies be built up, the individual brackets are being applied to the running board bottoms. Give some thought to the number of added parts and the amount of additional time that is required to do it as it should be done, that will explain why no other builder/importer offers this feature. The next segment of the production narrative will be posted very soon. so please check back soon.
1/25/13 - The next series of production photos were taken during the first eight months of last year. Most of the work shown was taking place simultaneously with the work in the previous series of photos. Keep in mind as you review the photos that processes described have to be applied to each and every part that is used to complete one of our Challengers. Having shown you some of the tooling used to create the parts, the first test parts created from the tooling have to be reviewed and compared to the design drawings to make certain that the parts created match the original design intent. You can see a section of boiler standing on end that already has all of the required openings in place, that was accomplished while the metal was still in flat sheet form. The trick is to place those openings on the sheet and have them wind up in the correct location once the flat sheet is 'rolled' to form the cylindrical boiler shape. You can see with this section of boiler that there is a significant taper that has to be allowed for in keeping th openings oriented correctly,
In this photo the part created is being compared to the original hard tooling to verify the detail and location. In the case of boiler sections there are details that run nearly the entire length of the boiler so that detail needs to be correctly located on each section so that it all matches up in the end. It's a complicated process with some sections being tampered and some not as well as different overall diameters resulting from prototypical stepping, typically where the boiler sections meet up with the smokebox and firebox areas.
In the case where there are multiple model versions, the parts from each version have to be 'proofed' to make sure that there is a proper consistency in parts although they are different. In the case of our Challenger, there are three different types of turret boxes used dependent upon the specific version. This level of accuracy has never been adhered to in models by previous builders/importers.
Once the parts are inspected for compliance with the drawings and tooling, they are all test fit to make sure that there is a proper interface between the separate parts. That is the process that is being shown below, this has to be done for every version or variation that will be included in the final production.
This closeup of the firebox area highlights one of the most complex parts created for our Challenger. What looks to be a flat sheet of brass with some holes is in fact much more complicated than that. Again we have gone to a far greater extent than any other builder/importer is creating the most prototypical model possible, The 'flat' sheet actually has multiple contours rolled into it, the staybolt detail was created by combining the photo-etch process with the punching process, the secondary air openings have flanged edges, the larger flexible staybold detail is created by soldering very small individual castings in scores of locations on the sheet and the circulator locations are pressed and then punched to receive additional casting details. Our Challenger has five different configurations of this part so that each of the eight versions is correctly modeled.
As the test fitting continues, samples that will be used by the assembly teams as guides during the assembly process are created and compared. I am often asked what I am doing in Korea when I visit there, this is the type of incremental inspection that needs to be done at each major step in the process. If mistakes are not caught or improvements are not made before this point in the process it is typically too late.
Once all of the parts are checked and approved, the next effort is to amass sufficient quantities of each part to meet the production quantity. As the parts are run in quantity, periodic checks have to be made to make sure that the tooling and the technicians are creating parts that are consistent from start to finish. With the very close tolerances used on much of the tooling, it is not uncommon to have to repair or replace individual tools to maintain the required consistency.
Once all of the parts have been produced in sufficient quantities, it's on to the assembly process which will be highlighted in the next series of photos to follow.
1/24/13 - Heading into the new year it's time to do some catching up on lots of loose ends and although the completion of this project is drawing near, it's time to share some of the production photos that have accumulated in recent months. I understand very well that this aspect of the project process is of great interest to many reservation holders as well as modelers in general. Keeping the web site up to date is a time consuming process which has been shuffled to the back of the priority line with all the issues there have been to deal with. In the coming days you'll have a chance to see what has been going on in our effort to deliver the finest model that we have ever produced. The photos that you'll see in the series below show activity that was taking place from early last year up until about mid year. There will be additional series showing work subsequent to this period as my effort to catch up continues. In previously posted photos you saw some of the tooling used to create the sheet metal parts that form the boilers and tender bodies of our Challenger, including the heavy steel form that was used to press the tender bottoms. The photo immediately below shows a large quantity of the raw stampings processed in that tooling and that are awaiting finishing, you can see the large 'flashings' of extra material that needs to be removed around the edges.
In the next photo you see an individual tender bottom undergoing the finishing process on a CNC machining center. The edges are being trimmed up and all of the necessary holes for mounting additional detail are being machined in precise locations.
This next photo shows a quantity of tender bottoms that have been finished and that are ready to be added into the assembly process.
The tender bottoms represent only one part in the process of accumulating all of the pieces necessary to assemble the full production quantity of models for the project. The next couple of photos below show part of the stock pile of parts that will be used in the assembly process.
Once the necessary parts are stored in sufficient quantities, the assembly process begins. You can see below the coal bunker sections of the tenders being assembled as sub-assemblies that will be inserted into the formed shells in the next step of the process. Keep in mind the number of tender versions required for this project and the effort that it takes to keep all of the correct detail organized and assembled in the correct order and quantity.
Just one such detail major detail is the stoker screw shown below. For several version of the model, the stoker assembly is not required and just like the prototype was not included for the oil-fired versions. The stoker trough area in the oil versions was covered over with plating.
Here you can see the completed coal bunker assemblies lined up ready for inclusion with the tender shell assemblies.
As the assembly process continues, the completed tender bodies are stored in racks awaiting further inspection, cleaning/washing in preparation for painting. You can see part of the production quantity stored below.
12/13/12 - Prior to the next written update going out in the next few days to all reservation holders with current reservation accounts, I have mailed out updated statements of account for all reservations. As we move to the final stage of production, the statements serve as a reminder of where everyone stands financially with this project so that the request for final payment will not come as a surprise. 11/24/12 - In preparation for the next project update going in the mail, I have posted the remaining previously unavailable (except to reservation holders) updates to the Download page of this project site. 11/23/12 - Hopefully all current reservation holders have received the most recent project update in the mail. The next update is nearly complete and will include a number of photos taken during the most recent Korea inspection visit, it should hit the mail early this coming week. Included in the next mailing will be updated account statements for all reservation holders. I am also working on updates for the web which should be posted very soon. 11/09/12 - Just a brief update to advise that the last printed project update has been reprinted and re-mailed, fingers crossed that they are actually delivered to more reservation holders than not! A new update is already in the works and it will go out immediately following this next Korea inspection visit. A great deal of time is being spent in traveling, but that is what it will take to get all of the current projects wrapped up sooner rather than later. New online updates will be posted this coming week for this project. 9/19/12 - An important point of information that I failed to mention in the last update comes in response to comments received after discussing the increased variations in the versions that we are producing. Several comments seemed to indicate that some had taken what I had said to mean that new versions were being added to the production, but that is not the case. The point being made was that there are greater differences between the versions we had already settled on and due to that fact, much more effort was required to make certain that the versions were correct in every detail and feature. The photos to be included in the next round of updates will highlight many of the differences and it will become clearer just how different the versions are. 9/17/12 - It has been too long again for new updates, but quite frankly, all of our collective efforts are aimed at wrapping this project up as quickly as possible and that has required intense focus on meeting our own expectations for features and quality. There are so many exciting aspects to this project it is difficult to know what to highlight next, so I feel it's best to continue the narrative already started and progress from there. Some housekeeping issues before I get into the new information below. The printed project updates were completed and mailed, but for whatever reason, it seems that more reservation holders did not receive them than did or received them in very poor condition. Another batch of updates are being printed and are being resent after filing a formal complaint with the USPS, the delivery service has sunk to a new low in terms of reliability and there's no excuse for it. I hear the same complaint from most every business person that I know that does any volume of mailing, so it's not just me having the bad experiences. Statements of account are also being finalized and will be sent out this week so all reservation holders will know where we stand heading to the completion of this project, financial planning for all of us is extremely important in these trying economic times. The scale wheelsets for the Challenger have received a lot of attention in the updates to this point as we have followed the development since they are a very important and challenging new feature for our models. With this update segment I'll bring the topic full circle to the final production considerations and testing before I more on to new update topics. As with many aspects of our models when detail is added or new features are incorporated, the required precision of the workmanship has to rise to new levels out of necessity. There were many serious considerations in moving to scale wheel profiles and once the standards were set, the attention to those specifications had to be maintained at a new level. Machining stainless steel is not an easy process and achieving a uniform result among over two thousand parts required serious effort and new procedures.
The photo above and two below show the testing procedure in process. Once the tires and wheelsets were precision turned on a CNC (computer numerically controlled) lathe, the high magnification test machine was used to closely inspect the parts. The first consideration was obviously dimensional accuracy, working with scale dimensions the 'slop' factor that had been routinely incorporated into O scale model trains could no longer be depended upon to make the models reliably functional. With consistent dimensions assured, it was on to phase two of the inspection.
Using the same machine, the quality and integrity of finish had to be confirmed. In 'turning' stainless, if the process was done incorrectly, stress points could be created that could lead to a part failure at some point in the future after the completion of the project. In the past, it was not uncommon to have driver tires fracture during the process of installing them on the driver centers. There is a heating and cooling process involved in the installation and with stress points present, the change in temperature can 'work' on these weakened areas. With the significantly smaller tire dimensions there is less supporting material to hold the parts together. Under high magnification the parts were closely inspected for microscopic cracks or imperfections that could lead to failure. So in the end, the change to scale wheel profiles is far more than just changing some dimensions.
In the photo below you can see a portion of the more than twleve hundred driver centers that were being prepared for the installation of tires.
When all was said and done, the development effort for the scale wheels was certainly worth it. In the next two photos you can see what a different appearance has been achieved once installed.
Also visible in the last two photos are some other special features: the 'German silver' side rods and running gear. Make note of the fact that there are no visible out of scale fasteners used in the assembly of the running gear, this is a feature that some other builders/importers are now trying to copy from us which is not too surprising. These features and many others including the new series of motors that we are using for this project will be explored in greater detail in the forthcoming updates, be sure to check back soon!
7/10/12 - I am happy to advise that component painting has begun on the project and that I will be displaying new samples at the upcoming O Scale Nationals next week. The new samples will not be completely assembled models, but the major assemblies as they will head to paint. If you are attending the 'Nationals' you will be able to see some of the version detail differences and the overall detailing that we have developed for the project. Immediately following the show the components will be photographed and will be the subject of another printed update that will follow the one currently in process. Continuing with the overview of our development, I have posted a series of new photos below. I have previously highlighted the difference between etched and punched rivets, the first three photos below will help to explain why virtually no other builders use punched rivets despite their superior appearance. The collection of metal on the bench in the background is a portion of the tooling used for creating the Challenger's punched rivet detail on various parts and other formed details. It is not only the cost of the tooling, but the skill required to create it that is a problem for most builders. In the blurred foreground are some of the test sample parts generated by the tooling.
The next two photos show tooling that is specifically for creating punched rivets. Unique tooling has to be created for each area of the model that requires it, most often the punching is done while the sheet brass is still flat. There are matching male and female tools required for each set or pattern of rivets. The real trick to doing rivets comes when they are required on a formed or radiused surface.
The male portion of the tooling requires that a correctly shaped 'pin' be precisely located in the tooling base for each rivet that needs to be formed. The female tool requires a precisely located depression that matches up with each male pin and the two parts of the die set must be held in precise alignment during the punching process. After each project this unique tooling is destroyed to prevent the use of it for other projects.
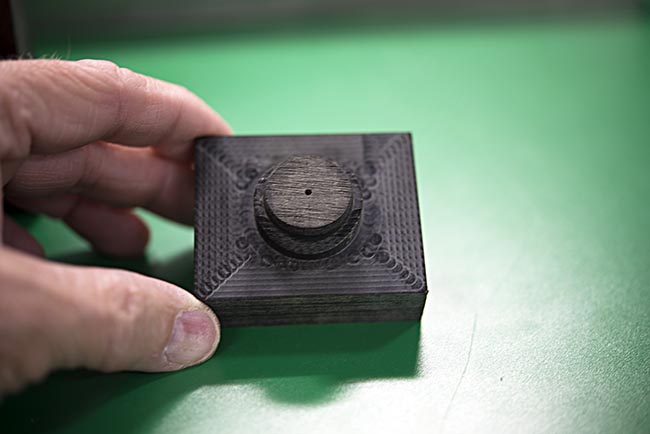
The next photo shows half of the large steel die that is used to press the tender underbody, the block of steel weighs approximately 38 pounds and you can double that weight when you add the other half of the set.
The next image shows the 3D CAD tooling that was generated to create the hard tooling used to form the add-on parts for the boiler. This is the point in our current modeling plan where the size and shape of individual parts are checked and corrected. This is also when decisions are made about how to correctly replicate specific details, whether they need to be done in an inclusive process or as a separate step that may require additional tooling. In the case of the Challenger, there are three different versions of the turret casing (upper most part) required for the various versions of the model that we are producing and each requires unique tooling.
Once the 3D CAD files are approved, the hard tooling is cut and used in forming the brass production parts for the final model assembly. If there are variations for versions, then individual hard tooling is required for each version of the part.
The photo below shows the 'raw' pressed parts for the two sand domes that are used on the Challenger boiler. After the pressing is complete, a final check and finishing is required to make sure that the attaching flanges are accurately shaped to ensure a quality soldering joint during assembly.
This photo shows the 'raw' pressing for one version of the turret casing. Once it is attached to the boiler, the hinges and hatch panel details will be added.
This photo shows the hard tooling for the steam dome, the same process is used for each pressed or formed part.
The 'raw' pressing for a steam dome is shown below. You can see two recessed fastener details in the top surface, they are extremely small details that are never the less critical for a correct representation of the prototype locomotive. The fastener detail is created in a separate process in this case.
As many of you know, I make numerous visits to Korea during the course of a project. A primary reason for these visits is to inspect the parts that have resulted from our long distance collaboration as they are finished and before they are assembled on finished models. Although we try very hard to capture the true character of each part during the development process, there are times when we have a near miss that requires a rework before final assembly. Without the visits, these situations would not be caught until it was too late. Below you can see Mr. Lee examining some of the parts that you have just been shown. In the foreground you can see five samples of the different tender versions for our Challenger.
Here Mr. Lee is test fitting a turret casing to the sample boiler to ensure that the radius on the underside of the part matches that of the boiler top.
The focus of our 'team' effort has always been to replicate as much detail as we can and as faithfully as possible with each of our projects. Often times it requires a commitment to work outside the existing 'box' to accomplish that goal regardless of the expense. A good example of that commitment is shown in the next three photo series. On the prototype Challenger tender there is a welded seam with a raised 'bead' that runs the full length of the tender deck and it can bee seen in the first photo below. The prototype is locomotive number 3977 located in North Platte, Nebraska. The challenge was to recreate that weld 'bead' and there were several attempts made before settling on what ultimately yielded satisfactory results.
In this next photo you can see the deck of one of our version #3 models, a version that will have the wood decking removed as did the prototype of the period. Without the wood, the rivet and seam detail becomes of critical importance to a successful model. You can see all of the appropriate punched rivets and you will also notice the weld 'bead' running down the center of the deck, take a closer look in the next photo.
A close up view shows the weld 'bead' and also the necessary breaks where the prototype had rivets placed to attach the deck to the under ribs. The rib 'bead' had to be ground flush on the prototype to place the rivet and that exacting detail has been replicated on our Challenger. I should add, that even on the model versions that have the wooden decking the complete rivet and seam detail will be present. The 'bead' detail was created by precisely soldering several segments of stainless wire on the deck centerline. Needless to say, Mr. Lee and his highly skilled workers are extremely dedicated to our projects!
More process photos will be shared going forward and that will happen as quickly as time allows. As always, if you have specific questions, let me know! 6/24/12 - The work on the 'Challenger' project is progressing at a very rapid pace at this point as we work toward the completion of the project. I should not be surprised that the project has become as complicated has as it has, our projects always seem to end up that way as a result of our never ending research. The forthcoming project update will provide more insight into this process, but a project that started out with our offering eight (8) versions incorporating two (2) tender variations has wound up with us producing fourteen (14) distinct locomotive variations which require six (6) tender variations in order to be correct. While the eight basic versions offered have not changed, there are now sub-categories within some versions that are now required based on significant detail differences that were part of the prototype production order process. The research has shown that most all of the 'Challenger' models produced to date, regardless of scale, have been done with substantial errors. As part of the research, since we are currently developing our Union Pacific 'Big Boy' project, I have evaluated many of the same issues encountered with the 'Challenger' and a good number of them apply to the 'Big Boy' a well. As a result of these new developments, the offering that will be brought forward for our 'Big Boy' project will be modified from what was originally planned and that information will be provided on our 'Big Boy' project site that is part of our overall web presence. The research has been very rewarding on one hand, but somewhat frustrating on the other in that it shows that a major portion of the vast number of Big Boy models produced to date have been done with very significant errors. Below I will continue the process of providing detailed information for the 'Challenger' project with more information about our new driver sets. Shown immediately below is an elevation view of the lead driver set, notice the hollow stainless steel axle which replicates that of the original prototype. The prototype used hollow axles to affect a substantial weight savings.
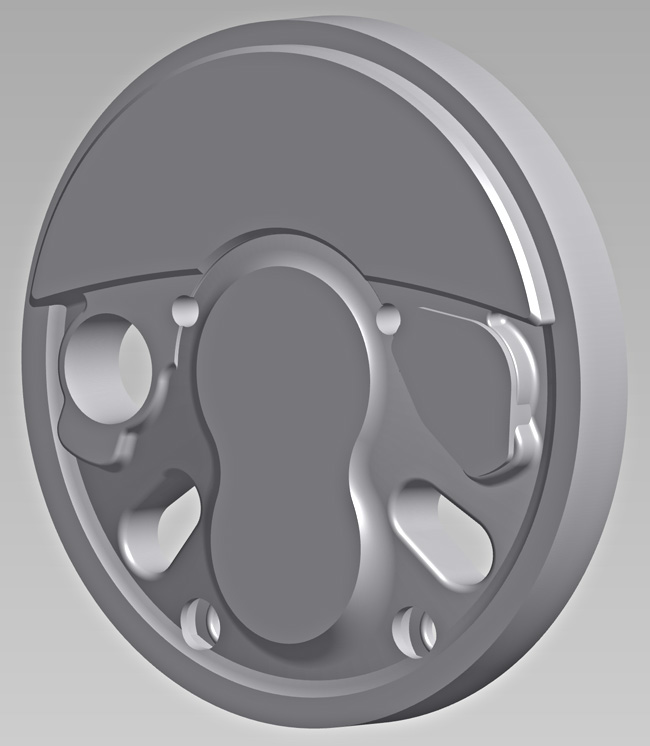
The photo below shows a direct comparison of one of our earlier driver sets and a new scale wheel set developed for our Challenger. The set on the left was for our NYC J3a 'Hudson' and utilized our Kohs 145 standard which has now been adopted by the NMRA after many years of use on all of our previous projects. The set on the right is totally scale in it's dimensions and proportions and also uses a new stainless alloy that provides for better tractive effort as measured by our digital force measuring equipment which was purpose built. You should also notice the scale dimensions of the driver center profile with the counter-weights extending far beyond the tire face which is not typical for most O scale models or models in general regardless of scale.
In the photo below you can see the amount of 'relief' there actually is on the driver center face. If you look closely you can also see the hollow core detail of the driver center in the smaller size lightening holes, the larger holes were not designed with the hollow core exposed on the prototype. The driver centers are produced using a specially formulated brass alloy to provide for strength as well as detail fidelity.
The next photo updates will provide some insight into the construction and development of the boiler and tender shell, so check back soon! 5/25/12 - The next printed update for Challenger reservation holders is nearly complete and will be mailed out very soon, I will advise exactly when the mailing goes out so that intended recipients can anticipate the delivery and be on the look out. Much of the information in the printed update will be provided here on the web update page as soon as the reservation holders have had the opportunity to see the material first. The technical updates that I started several updates ago pertaining to the development of the project will continue, but may not be in chronological order, instead favoring a description of particular processes in a logical easily understood order. There are always numerous individual areas of development proceeding concurrently so some material may be timely and happening almost real-time and some may have taken place months ago. The photo offered below is of the most often asked about new feature of the project, the scale driver set. I can say without hesitation that our Challenger driver sets are the finest ever produced. As has been our usual practice, the tires are stainless steel, not plated brass that many other builders/importers have and still do use. The tires are true scale dimensions and they have been tested for many hours to ensure correct operation on standard gauge O scale track. Be advised that the NMRA gauge tool is still of no value in checking our wheelsets. You'll notice in the photo the correct contour of the driver face and the correctly scales counter weights. The stainless axles are clear bored just as the prototype to be totally faithful to the design, the only difference being that we are not concerned about weight savings with this process. Our Boxpok design centers have hollow core lightening holes where appropriate, I'll be adding more detail photos to clearly show these features. This is another first for our models and I am not aware of this feature being offered in any other scale beside Mr. Lee's 1:16 scale Big Boy and that was as a result of our O scale Challenger paving the way. You can also see in the photo, the sealed ball-bearings, the prototypical driver boxes that house the sealed ball-bearings for each journal and the helical-cut drive gear. all which highlight the level of quality we are again striving for. I will be trying very hard to get more update information posted quicker, but it is a very busy time as we are trying to get this project wrapped up as quickly as possible now. Please check back often for more new information.
2/22/12 - Continuing from where I left off with the last update; now that the holes have been processed in the frame rails, you can see in the photos below that the cross-members that tie the two main frame rails together have been fastened in place to form the basic mainframe assemblies. Next in this area of development will be the suspension, but we'll consider another area of development first. Seldom is full attention ever paid to one area of development with a project, in the case of the Challenger, while the main frame was being developed and processed, the tender was also under development so we'll take a look at that next. On the technical pages of this site I have explained the substantial difference that the use of punched rivets makes in effectively detailing our models. In the next series of Challenger updates, I'll explain and illustrate the steps involved in that development for the Challenger tenders. As you go through the forthcoming updates, I again suggest that you compare what we are doing with our model development to that of other builders/importers. You should come away with a better understanding of the expense involved in producing punched rivets versus etched detail and why most other importers are delivering models with etched rivets. Check back soon!
2/13/12 - The next step in building the Challenger frames is to precisely machine the fastener locations for the pedestal caps and other suspension components. In the photo below you can see a number of frame rails 'ganged' together and positioned for this process. This process yields uniform results and holes that are tangent to the frame face which is critical to an acceptable end result. Making a mistake at this point with the 'foundation' of the models would only lead to further compromise with each step in the process.
2/05/12 - The project development and production information that I have shared in the past on this web site has been extremely popular with both owners and general enthusiasts alike and it will continue now as time allows, despite the unethical use by other importers. Some of what will be shared will not be explained in detail for obvious reasons, at least at this point in time. Shown immediately below is an advanced stage of development for our hollow-core Box-pok style driver centers. This new 'first' for O scale modeling has been mentioned previously on several occasions and 3D modeling information has been shared, but now you can see the first concrete examples of the technology. This is a process not likely to be duplicated by any other builder since it relies on a combination of multi-axis machine center machining, Rapid Prototyping technology and a unique knowledge of casting techniques. Mr. Lee's in-house application of these capabilities and his desire to be the very best builder possible again drove him to rise to the challenge I presented. When combined with our new wheel profile specification, there will be nothing closer to the prototype in the hobby, regardless of scale.
The next series of photos will show the meaching process used to produce the mainframe rails for our Challenger. As most modelers are aware, the typical O scale steam locomotive model uses a folded metal channel as a frame with cutouts for axle placement and attaching other details. Being the backbone of the model, this is where we start in differentiating our models from the toy train type of construction other use. In a perfect modeling world, our models would have cast frames like the prototypes. Having experimented with miniature cast frames, it was determined that they were not commercially acceptable from a cost perspective, but we have not given up on this concept for future projects. What we have done beginning with our first project is to use fabricated brass frames assembled from main frame rails and prototypical cross members. Wire cutting machines (EDM) were originally used to cut the main rails and the cross members were cast. Like most other aspects of our projects, this process has evolved to a much more sophisticated approach. The first photo below shows a series of Challenger main frames being cut on a CNC machining center to achieve the most precise dimensioning and hole placement possible. This process is certainly more expensive, but it is deemed a worthwhile investment to achieve the consistency and uniformity that we want with our projects. I urge you to compare how other importers/builders are developing their models and see if they are comparable in ways other than price.
The view below shows the fine and uniform finish provided by the machining process. You can also see the precise hole placement to the right of the cutouts in the frames.
In this photo you can gain a sense of the amount of work and high quality brass that is required to produce 100 models for our production.
Another view showing the remnants of material that is left after as many frame rails as possible have been cut from the brass sheets. The remnants will be recycled in an effort to save on cost as much as possible. All of the raw materials are either brought in from the United States or Japan to ensure uniform material quality.
11/30/11 - The production of the next postal update for Challenger reservation holders is nearly complete and I will advise when it is actually delivered to the post office for mailing. This new update will be the first to feature photos from the final production process, this material has been accumulating and I have chosen to start sharing it with our future owners since I am so proud of the work that Mr. Lee at S.J. Models is doing. Although there is still concern about other importers or builders gleaning information from what I choose to share, what I will show is more about the process rather than the exact details developed from our research. The work we are doing is so unique by comparison to the efforts of others that I do not know of any other builder capable enough or equipped well enough to do the work and it is exciting! Some of what will be in the mail update will be shared on this page, but not all, at least in the immediate future. 11/12/11 - As mentioned in the general news update, there will be individual project updates going out to reservation holders near term, there are a number of issues to discuss and I will be working to get those out as quickly as possible. There have been a number of major developments with this project since the last update, some of which will be shared here. I'll be posting a bit at a time since there are other projects to update and production support takes precedent at this point so our projects keep moving. Shown below are renderings of the 3D design files for the Challenger driver centers. As you may remember if you have been following this project, it has been our plan to produce the first hollow-core drivers to make them as prototypical as possible, the designs below are the culmination of that effort. The design would have been complicated enough just considering the hollow-core design, but again as you may remember, it was decided to go with scale profile wheels on this model for the very first time. With past projects we have always concentrated on incorporating scale dimension counterweights, which we are doing again, but there has always been a compromise in not being able to model the visible hollow areas of the driver centers, particularly with Boxpok design centers, until now that is. This is just a further example of Mr. Lee's dedication to building the finest models possible. Given the 'nudge' and support to do something for the first time, he has always responded and quite frankly enjoys being the best at what he does. This is a prime example of why we now see other importers, who shall remain nameless, trying to 'nose' their way into S.J. Models to have models produced. The type of work that Mr. Lee is capable of is the benefit of working with the same builder for almost twenty-five years now, instead of shopping my projects around to the low bidder. You will always know where my models are being produced and with great pride, although never as fast as any of us would like! The designs are shown below in their running order on the locomotive, from front to rear on both engines. Even more now than ever before, I will be holding many details of our production close at hand due to the ethical environment that persists within our industry. I will continue sharing information that will provide a degree of insight into just how serious we are about this and all of our projects, but in no way do I want to support the unethical approach other importers choose to take. I know very well that this is a frustrating situation for my owners; I very often hear the frustration expressed that 'such and such' importer is proudly promoting the fact that they offering 'new' features, all of which we have been providing for years. While imitation is the greatest form of flattery, I do understand their sense of frustration. Stay tuned, I'll try to keep the flow of information moving!
8/09/11 - There has been some concern from a couple of reservation holders that they had not received the postal update mentioned in the previous update on this page and I should have addressed this sooner. The planned update was postponed or delayed pending my next visit to Korea which was suppose to happen in advance of this update so I could provide the latest information possible. The next Korea visit will happen shortly and immediately following that trip the next postal update will be mailed out to all concerned. My apologies for the delay and needless apprehension. 6/29/11 - Good progress continues on our Challenger project and what has transpired since my last postal mail update will be communicated in the next update to reservation holders that will be in the mail in the next few days. Unfortunately the partial information blackout continues on this project site as a result of the other importers that prefer to feed off of our research and information rather than developing their own. While I certainly regret the delays that we have faced, there are no doubts that this project will represent our finest effort to date as well it should based on our past record of accomplishment with our projects. 3/05/11 - Just a brief note of thanks to all that have offered great feedback in response to the last project update for our Challenger project, the enhancements really will make it a special model. I really do appreciate the time and effort invested in providing your thoughts and insights regarding the effort that is going into this project, despite the delays. Something that was not mentioned in the update is the effort that is going into having the best and most durable lighting possible. Up until this project, I had used a supplier in country to deliver the light bulbs that we use, because of their consistent and relatively durable performance. In the last several months that supplier lost their offshore manufacturing arrangement and was left to develop a mew resource for their product line. All factors considered, I decided that it was time to have my own light bulbs produced to specification. Light bulbs have been the only component used in our models that was not purpose built or manufactured, with this new effort that will change. Every component in our Challenger will now be a unique part for our production puzzle. Not knowing much until now about light bulb production, except that I need the end result to burn for a long time to put it simply, it has been a real crash course education about what it takes and costs to produce quality bulbs. With this new arrangement I will be offering appropriate replacement bulbs for all of our models at very reasonable prices. Prior to this arrangement, the retail cost of a bulb for a marker light had risen to $2.95 each! 2/17/11 - The new printed update is in the mail for Challenger reservation holders. It was held back a bit to confirm a couple situations following my visit to Korea that are mentioned in the update. Some of the basic information in the update will be posted on this update page once reservation holders have had a chance to get their updates. 1/25/11 - Reservation holders will be receiving a new printed update for the Challenger project next week. The update will highlight some of the new technologies and materials that are being used to create the finest locomotive project to date. If there is one model that can better our C&O H-8, it will be our UP Challenger. Although this project is taking longer than planned or desired, there are side benefits to the circumstances and the update will explain. There will also be an important announcement affecting some reservation holders, so pay close attention to your update when it arrives. One final note in this update; I will be posting what is for me is a very exciting development regarding our UP 'Big Boy' project, which also has implications for the Challenger and our projects in general. I suspect that a number of modelers, Kohs model owners and non-owners alike will be enthused about the upcoming announcement. Watch for the information on the Big Boy project update page. 1/14/11 - A new printed update will be going out to reservation holders following the upcoming visit to Korea. This will provide the most current information regarding the development of the project. 2/03/10 - I am overdue in sharing some of the information that was provided to reservation holders in the last printed update, so the following is part of that information. As I have explained previously, I have been limiting the type of information I have been sharing on this project, but what I am showing here are developments that those importers looking to produce Challenger models of their own will not likely follow anyway due to the design requirements and cost associated with them. Part of this information has also been shown in the 'Technical' section of the site to help explain why one model is better than another for anyone interested in value and quality. Shown immediately below is an example of an O scale Challenger model produed prior to our project, the builder/importer is not important. This model is being shown to illustrate how Kohs & Company has advanced the state-ot-the-art in brass models in general and specifically with our Challenger. There are many factors to compare with this example, but I would like to focus only on the firebox area of the model in this example. This sample illustrates what has been the common practice among the most prolific builders and remains so today except with mine. To begin with, the firebox sheeting is ill shaped, lacking any of the prototypical contours. The front corners are modeled as square corners which is not even close to being correct, again, most models are produced in this manner. The staybolt detail is etched in place and lacks the correct shape, size and is totally missing on the front lower section. The firebox is the most often overlooked and under developed area of models, look at some of your non Kohs & Company models to see how they compare with prototype photos.
The photo below was taken of our first Challenger sample model, additional detail has been added to and corrected on subsequent versions. Compare the same areas referenced above and see if you notice any differences. For example, our sheeting has the correct contours, we replace etched detail with punched and cast detail that is individually applied in many cases. I have chosen not to draw comparisons of functional details in favor of concentrating only on the basic design features.
The next photo is a close-up taken of the same area of our sample. In the closer view you can clearly see that the staybolt detail not only has the correct shoulder shape and contour, with the Challenger using clear-vue style staybolts, you can see the recessed channel properly indicated in the center of the staybolt heads. The other types of larger staybolts are individually applied using unique castings. The washout plugs shown in the photo are also individually applied castings. The extensive hand labor required to create this detail contributes greatly to the cost of our models, but you'll notice that the price differential between Kohs & Company models and those from other importers has diminished significantly even though they do not offer this same level of labor intensive detail.
In recent months I have discussed in some detail our move to scale wheel profiles from the profile specifications I created almost twenty years ago and the fact that the NMRA adopted essentially that same standard last Fall. The illustration below shows a comparison of the long standing code 175 (black) to what Kohs & Company has used from the beginning (red), which the NMRA is now supporting, and to our true scale profiles (blue) that will be used on the Challenger models and all others in the future. We have done extensive testing to date and it will continue until the production of this project is complete. We have learned more about functional design in this effort than I can begin to explain. There have been some surprises and many of the factors I considered back during the development of our 145 standard have carried over, but more on that in future updates.
More information will be shared in coming updates as I determine what information will not compromise our current efforts. It has been interesting to hear from some customers that at least one other importer is touting new innovations on upcoming models, seemingly all things we have done previously or currently have planned, thus my concern with fueling the efforts of others. 9/19/10 - After hearing from a couple of customers that they were concerned that they have not received their updates, I checked with the service that was processing the mailing. I found that the mailing had not been handled as quickly as promised which accounts for the delayed delivery. I know that several people have received their copies, so I believe everyone should have their copy during this coming week, including the international deliveries. My apologies for this unforeseen delay, it won't happen again since the service will not be used again. By all means let me know if you do not receive your copy for later this coming week. 9/12/10 - Over the course of the next several days I will be sharing some of the information provided in the most recent printed project update which has gone out to reservation holders. My desire is to provide as much information as possible without compromising our investment of time, effort and money. There have been two Challenger projects announced by others subsequent to this project and there is little doubt that should either of those projects prove to be viable, the information they obtain from this site would be otherwise undeveloped. 7/31/10 - I am happy to be able to finally advise that an update is being processed and will be sent out to all reservation holders for our Challenger project over the next handful of days. As soon as the printing is complete and the mailing processed it will be on the way. The update is long overdue, but it has been most important to pursue our ongoing development to be able to supply the latest information. Much of what has been posted on the general update page regarding scale wheel profile dimensions is applicable to the Challenger project since it will be the first project affected by the developments. A complete briefing on the issues involved are included in the Challenger update. I must reiterate that several new reservation holders have been concerned about not receiving their confirmation letters for new orders, I have to admit that I have fallen beyond on this, but it will be caught up this week. Travel commitments for production and research have again taken their toll on the paperwork! I do appreciate your patience. More photos are coming shortly. 4/09/10 - A question came up in the last few days about whether or not our Challenger utilizes hollow main axles like the prototype, the easiest way to answer if with the photo below. I had not realized that the photos already posted do not clearly show this feature so it was best to post a new photo. It may also be of interest that I am using our Challenger sample model in our technical pages to illustrate some of the construction techniques used with out models. Making comparisons to previously produced models is the easiest way to explain how we are improving our rendition of like prototypes. Some of this same information will be featured in our reservation update.
3/01/10 - Just to clarify the situation regarding the use of scale wheelsets on this project, before any final decision is made, all reservation holders will be consulted in writing. I do not want there to be any surprises for our future Challenger owners, so it is only fair to allow for input from all concerned. The feasibility of this addition to the Challenger project is currently under review in Korea. There have also been several inquiries about whether the model shown in some of the new photos is a new sample, it is in fact a different model. The previous sample has been used for mechanical testing and development, including the scale wheel evaluations. 2/09/10 - I have already had numerous inquiries about the possibility of including the prototypical wheelset specifications in the production of the Challenger, that was somewhat anticipated quite frankly. The main issue to be considered is timing, how long it will take to finalize our testing and then moving those parts to production. It may not be possible simply from a timing perspective, but I will take a serious look at the possibility. Since this is a new development since reservations were started, if there are any reservation holders that would prefer that this not happen, please let me know and that will certainly be taken into account. Some additional reference resources have been added to the project Reference Page, these new volumes provide a great perspective on many of the changes that were made to the Challengers through their service life. The books are available directly from the Union Pacific Historical Society. 2/02/10 - During the last several weeks I have been finishing up the rail testing and tweaking as those components head toward final production. As part of that testing I used a complete set of wheelsets utilizing prototypical tire profiles. As I had mentioned in one of my previous general updates, the new profile standards adopted by the NMRA are what we have been using for almost twenty years so it seemed that it was time to improve further. The results experienced so far on four different layouts has been surprisingly good with very little tweaking required. The 'tighter' standards of prototypical dimensions certainly will highlight any irregularities in trackwork, but with reasonably good track the operation has been great. It is doubtful that we will use these spec's for the Challenger main production since they were not part of what our reservation holders had committed to at the outset. It is likely that we will begin to use the prototypical spec's beginning with our Norfolk & Western class 'A'. In the meantime, I will be gathering more track experience with our test 'mule' leading to our finalized specifications. I have received numerous comments regarding the graphics to be used on our Challenger, apparently a lot of people have seen earlier comments regarding the inaccuracy of previously offered models. We are using the same graphics patterns that were used for our Union Pacific 'type' project and also the appropriate colors. As previously mentioned, the graphics on almost every Union Pacific model I have seen, regardless of scale, have been incorrect. Fear not, we got it right the last time and will do so again with our Challenger. 12/07/09 - The latest project update for our Challenger project is in production now and will be mailed out to all reservation holders as soon as it is ready. The update will highlight new developments and processes being used to make our Challenger truly a state-of-the-art-model. The dissection that our sample model underwent during the show in Switzerland was very helpful in highlighting some of the unique characteristics that have been developed in our model. Not everything was taken at face value during our discussions, the use of prototype drawings, scale drawings and builder's photos was very beneficial in proofing our project design. Modelers at the show were very surprised at the amount of reference material available while traveling and attending the show. Discussing the project development is definitely the fun part of the process. The new update information will be posted to our project site as soon as time allows. 9/28/09 - The reservation account updated statements were mailed several days ago, if you have a reservation for our Challenger project and have not received your update, please let me know right away. More photos of the project development will be posted very soon. 8/25/09 - Just a brief update to advise that reservation holders will be receiving updated statements in the next few days. These statements will reflect the incremental payments made. A further project update will be posted shortly. 7/06/09 - I have received a number of inquiries regarding the payments reservation holders are making, specifically expressing concern about whether I have received the payments or not, because checks have not been cashed to date. Fear not, the payments will begin to be processed this week and new statements will be sent out confirming your payments. Thank you to all of you that have made your timely payments!. 6/15/09 - Just a brief update to advise our project reservation holders that the first project update has been mailed along with the incremental payment request. The project update will be posted to the web site once our reservation holders have had an opportunity to see their copies first. The second project update is already in the works as it is a continuation of the first. Once there has been ample time to 'digest' the first update, the second will be mailed out. 5/18/09 - We have made some further updates to the Challenger project site, we now have representative photos of all the versions we are producing linked to the project information page. We will be posting more development photos next as we work through the entire site with our updating process. 4/20/09 - Although our web updates are behind, the development work on our Challenger project has continued at full speed. A printed update that will be mailed to all reservation holders is almost complete and should be in the mail within the week. We will highlight elements of our research efforts both in the printed update as well as on the web site as time allows. The resources that we have had available with this project are almost too numerous which is a great situation to be in, but surprisingly it makes the work even more difficult and time consuming as we try our best to incorporate every shred of material we have in making this project as accurate as we possibly can. While considering the research material we have, we have had to rethink some of the details between different versions as the historic 'picture' has come into better focus. We'll do out best to explain more fully in the coming days. We have been planning on sharing a lot of the photos from our research trips for this project, but we have again been put into a situation where another individual has announced an O scale Challenger project so we have to decide how much assistance we'll lend by placing valuable data on our site. Whether the new announcement is a serious effort or not, we have to take seriously the lack of business integrity present on the business side of O scale modeling. We will do our best to get as much information to you as possible without compromising our effort. 12/05/08 - We have continued to push the design envelope on this project, in every direction possible! Part of the process has been to look back at past projects and not only our own, to see what the weak design and points of detail have been. This effort stems from our continuing commitment to make each and every project we do better than our last. The water connecting hoses between the locomotive and tender are items that have never been correctly modeled, at least to our knowledge. Shown below are samples of the corrugated hoses that will be supplied with our Challenger models. The corrugated appearance of the prototype hoses comes from the wire spring-like structure inside the hose which keeps it from collapsing from the suction exerted by the feedwater pump in bringing fresh water forward to the boiler. These hoses are very similar to those used in the cooling systems of many automobiles. We are developing several sizes and they will be used where ever they are appropriate. We have several other development 'firsts' in store for this project so keep checking back for further details as we push forward. We will also be posting more construction and development photos very soon.
10/09/08 - We have processed the orders to date for our Challenger project and the confirmation letters are on the way. This has been the fastest selling project to date with approximately 75% of the models already spoken for. We will be posting new photos of detailing being developed for this project which has never been done before and it will serve as an example that no effort is being spared in the development of this project. The process is particularly exciting, because this prototype and resulting model are so fantastic in appearance. This will be a 'must have' companion piece for our UP 4-12-2 and of course our future 'Big Boy' as well as a new project that will be announced shortly. 9/10/08 - We have begun to process the reservations and will be mailing confirmation letters very soon. Just a brief reminder to those that have called to arrange for a reservation, the reservation is not complete until we have received your reservation deposit. We will certainly hold your reservation for a reasonable length of time to allow for sometimes uncertain mail delivery. We have also begun the process of posting prototype images illustrating the model versions that we have chosen to produce. We will be adding images as quickly as we identify and process them for inclusion. Our online updates for this project will begin to come more frequently and we will be sharing as much development information as possible without giving away our many days and hours of research to our competitors. 8/13/08 - The response to this project has been very gratifying, less than a month into the reservation process approximately 60% of the models have already been reserved. We had thought that our Allegheny project would have been the highest demand project that we would ever have except for maybe the 'Big Boy', but the Challenger project is running far ahead of any project to date in terms of reservation demand. We offer our sincere thanks for the continued interest in and support of our projects! There will be new update photos posted shortly after our next visit with Mr. Lee our builder. 7/14/08 - The project brochures and reservation order forms are in the mail...........finally! If you are an existing customer you will be receiving your information shortly. If you are not an existing customer and would like to receive the information, make sure that we are aware of your interest. The project version information has also been posted to this project site. Since our last update we paid a visit to Challenger number 3977 in North Platte, Nebraska. 3977 is one of two Challengers still in existence, the other being 3985 which is operated by the Union Pacific in excursion service. In future updates we'll share some of the information and photos from our visit which proved to be a well spent couple of days. 6/01/08 - A collection of photos of the first sample model for this project have been posted and more will be added as the production continues. The versions have been finalized after great deliberation, again we were surprised by the vast differences between production orders and that certainly complicated the decision making process. There will be a total of nine (9) versions including early and late coal-fired (two versions of each based on production orders), early and late-oil fired, a two-tone gray passenger paint scheme version (yellow stripes), the L-97 Rio Grande and of course Clinchfield E-3 versions. a more detailed explanation of the versions will be posted shortly and it will highlight the main detail difference between versions which are many. There have been a great number of inquires as to whether or not we would be offering a '3985' excursion version and that had been considered due to the number of inquiries. We ultimately came to the conclusion that '3985' as it exists today would require building a totally unique variation of the Challenger and that did not seem justifiable. '3985' came out of her original service as a coal-fired locomotive and it was converted to oil in the 80's. The conversion was not done in the same manner as the original 'oilers' in terms of visible detail and does not offer the same level of sophistication as the originals, she was quite frankly cobbled together out of available parts and using some major one-off purpose built components. Our goal as usual is to model the prototype class as closely as possible to the way it served it's owners and the current '3985' really does not fit that purpose. Further postings will start coming at a more regular pace now so watch closely if this is a project of interest for you. 5/22/08 - Just a brief update to advise that the versions for this project have been finalized, the project brochures are being printed and the reservations will start as soon as the material is ready to send out. Approximately forty new photos will be posted to this site in the next couple of days along with the version information and details. As it always seems, what started out as a pretty straight forward project has become very complicated in terms of getting the versions and variation correct, this will be come more apparent when you have a chance to review what we are offering. Check back soon for the details! 5/04/08 - After many delays in moving forward, the reservation process for this project will start this month. We had been holding off hoping that the economic conditions and exchange rate situation would improve so we could optimize the pricing for the project, but as I have often been heard to say, it is what it is at this point. I know that many customers and potential new customers have been very frustrated waiting to get reservations in, this promises to be a project of even higher demand than our 'Allegheny' project which is difficult to imagine, but very exciting for us at the same time. Even though we have not started the reservations, we have been developing the project and we anticipate a delivery late this year. It has been difficult to decide exactly when to start the reservation process because we have been actively working to shorten the time between a customer placing a reservation and delivery of the models, but it seems that there is just as much anxiety with waiting to get reservations in! One thing is for sure, we will continue to deliver the best models possible as the first priority and then do it as quickly as we possibly can. Our updates should be up to a more regular 'pace' at this point so check back frequently for the latest news regarding our 'Challenger'. More sample model photos will be posted to this site shortly. 7/01/07 - Our updates on this project have fallen way behind, but it will start to catch up along with all of our other project sites. Just because we have not been posting inform ration does not mean that we have not been busy with the project. Check out the photo below and see if you can determine what makes this a most significant development in O scale modeling technology. This is only part of what has been going on with this project and we will strive to bring you up to date as quickly aa we can. We are nearing the official offering period so it is important that you have the latest information prior to the start of the reservation process.
1/23/07 - Our Union Pacific Challenger sample model has been completed and will be shown for the first time at the Nurnberg Toy Fair starting next week in Germany. Following the Toy Fair, the sample will be shown in Santa Clara, California at O Scale West and then of course at the March Meet in Chicago in mid March. Additional details regarding versions and features will be released near term. We are extremely excited to be adding to our Union Pacific roster. 12/03/06 - Shown below is our sample model photographed while still in Korea having the initial finishing touches put on it. A full series of photos will be completed when the model arrives in our shop in the next couple of weeks. Additional development photos of the sample model in process will be added to this project site in the next few days so check back in the near future.
12/27/06 - The photo above has been updated as of this date. We will be posting new information in the next few days regarding the versions of the Challenger that we are proposing to build. We anticipate producing at least five versions of this prototype, if there is one of particular interest to you please let us know so we can be sure to give it due consideration. |